1/5

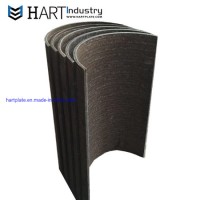
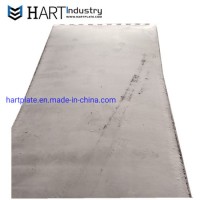
Fixed Plant Liners for Transfer Chutes/ Crusher Liners/ Sizing Screens
$100.00 / Square Met
- FOB Price:
- Negotiable | Get Latest Price
- Order Quantity:
- 1 Set / Sets
- Supply Ability:
- 1000 Set / Sets per Month
- Port:
- shanghai
- Payment Terms:
- T/T L/C D/P D/A Credit Card PayPal Cash Escrow Other
- Delivery Detail:
- 5 days
Hot in store
-

Dia 1.2/1.6/2.8/3.2mm Hardfacing Flux Co
$1.00 -

Chromium Carbide Overlay Wear Abrasion R
$100.00 -
Chromium Carbide Overlay Wear/Abrasion R
$1.00 -

Chromium Carbide Overlay Wear/Abrasion R
$1.00 -
Smooth Surface Chromium Carbide Overlay
$200.00 -

Chromium Carbide Overlay Inside and Outs
$150.00 -

Hardfacing/Cladding/Clad Chromium Carbid
$150.00 -
Hardfacing Soldering Wire with High Temp
$1.00
Product Details
Product Name: Fixed Plant Liners for Transfer Chutes/ Crusher Liners/ Sizing Screens Model NO.: HART-SP-100 Type: Wear Resistant Plate Material: Steel Application: Loader, Construction Machinery, metallurgical Machinery, Cement Plant, Mining Machine, Thermal Power Plant, Coal Yard Standard: ASTM Trademark: HART Industry Transport Package: Steel frame or as Required Package Specification: Stock Thickness: From 3+3 to 12+12mm Origin: Shandong, China HS Code: 7210500000 Product Description Smooth Surface Chromium Carbide Overlay /CCO/Complex carbide overlay PlateThe smooth overlay plate was manufactured using advanced fusion bond submerged arc welding technology to apply a highly abrasive resistant chromium carbide on to a steel substrate producing consistent chemistry and micro structure (austenitic) with smooth overlay deposit.This product is usually referred to as chromium carbide overlay (CCO) plate on the market. The hardfacing overlay is suitable for severe abrasive wear and impact applications. Qingdao HART Industrial Technology Co., Ltd was established in 2003, it had along history of providing innovative wear solution and world class wear products.The ultimate hardfaced product for your application depends on the material--whether rock, sand, gravel or other substance--striking or sliding along the surface of your wear part. It also depends on the angle and speed of impact as well as the operating temperature.[Technical Specification Of HART-SP-100 ]1. base Material:ASTM A36(Q235B), ASTM A529A(Q345B), other weldable steel is optional;base thickness: 3to 12 mm2. Hardfacing Layer:Chromium carbon alloy on Fe basis(austenite)Mean hardness: >58HRCLayer thickness: 3to 12 mm3. Welding Processes:Advanced submerged arc welding4. Alloy Description:Austenitic chrome carbide iron(Chromium white iron)5. Carbide Hardness:>1500HV6. Volume Fraction of Carbide:>30%7. Chemical Composition:Carbon: 3-6%Chromium: 18-34%*Various alloys to be used depend on different operating condition and applications.overlaymm3446681012Standard plate dimension (mm): 1000x 3000/1200 x 3000backing platemm3466881012Customised alloy specifications, plate sizes and thicknesses are available on request8. Microstructure:Composed of ahigh proportion of extremely hard primary M7C3 chromium rich carbides dispersed in aductile eutectic austenite matrix.Maintains 30% to 50% of primary carbides to provide agood wear resistance and homogenous bonding.9. Typical Applications:HART-P-100 Plate is widely used in the mining, power generation(Coal), cement, dredging, steel production, waste handling, glass production, and pulp and paper industries. Some specific applications include:INDUSTRYAPPLICATONSMiningChutes, hoppers, liners for truck beds, dozer blades, shovel buckets, dragline buckets, excavatorsCementSeparator guide vanes, discharge cones for clinker storage bins, chutes for sintering ore conveying, outlet ducts for clinker grinding mills, receiving hoppersDredgingDredging pipes and pumps, suction pipelines, pump dischargesSteelDredging pipes and pumps, suction pipelines, pump dischargesPowerCoal handling chutes, coal feeder liners, crusher screen plates, classifier cones, journal liners, silo bunkers10. Wear properties of HART-P-100 (ASTM G65 and SGS test report)*ASTM G65 is astandard test measuring sliding abrasion resistance using adry sand/rubber wheel apparatus.HARDBANDING ALLOYASTM G65 -- WEIGHT LOSSHARDNESS (RC)10+10-80.162 g/6000 revs64.710+10-40.183 g/6000 revs63.710+10-20.149 g/6000 revs64.011. ServiceSERVICEDEscriptIONCutting1. Can be cut by plasma, laser, water jet, arc gouge, and abrasive saw cutting;2. Cannot be cut by oxy-fuel.Welding1. Use 480 MPa (70 ksi) or 560 MPa (80 ksi) consumable to join base metal;2. After welding, joint should be capped by overlay for wear protection.Machining1. Not machinable by conventional methods;2. Can be finished by grinding only;3. Countersunk holes can be precisely produced by EDM (Electrical Discharge Machining).Forming1. Commonly formed with overlay to the inside;2. For pipes with diameters smaller than 0.6m (24"), hardfacing pipe recommended instead of pipes fabricated from hardfacing plate.Drilling1. When drilling, the distance between two holes should be at least 15mm (5/8''); Otherwise, the partition may not be strong enough and can crack;2. The minimum diameter of holes should be equal to the thickness of the plates. For thicker plates with atotal thickness over 20mm (3/4''), the minimum diameter should be 1.5 times the thickness of the plate.12. Testing and quality controlWe documented how the product properties are tested in order to make sure the overlay plates fulfil the specified product properties. Including documentation on 3D party's quality system if calibration and testing is performed by 3D party.
Contact with Supplier
Recommend product
-

Stripped Soft Goose Fe
$3.00 -

plastic ball grinding
$30000.00 -

CAT piston pump 281
$4000.00 -

Droichead Zirconia Plu
$10.00 -

E.max crown, Veneer, I
Inquiry -

ReSiC Beams/plates/bur
$16.00 -
RSiC Slabs Boards Tile
$15.00 -

RSiC Batts as Kiln she
$15.00 -

RSiC Tube by recrystal
$10.00 -
RSiC Kiln Furniture (B
$16.00 -

RSiC Burner Nozzle Fla
$18.00 -

RSiC Beam Support Pill
$16.00 -

RSiC plate Slab Board
$15.00 -

NSiC Tube Pipes by Nit
Inquiry -

used excavator hudraul
$16600.00 -

NSiC Thermocouple Prot
Inquiry -

Stalk Riser Tube for L
Inquiry -

NSiC Ceramic Heater Pr
Inquiry -

RSiC NSiC Ceramic Kiln
Inquiry -

used excavator hudraul
$11500.00
Product parameters
closure
This shop is operated by agent
- Set up shop
- Authorized by Manufacturers & Suppliers online marketplace B2B platform GongWong.com, can provide agency service
- Service Introduction
- Authorized product, Internet cloud promotion service integrating certification promotion and procurement inquiry
- Intelligent website construction
- PC terminal + mobile terminal, create a cost-effective corporate website!
closure